
如下圖軸加工工藝
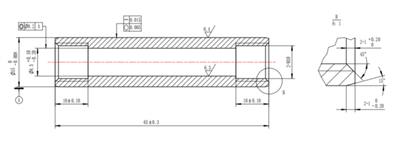
1、直徑20的毛坯下料,長(zhǎng)度n×67+20毫米,;2,、粗,、精車外圓至直徑15.2,留磨削余量;3、車端面,,打中心孔;4,、割斷,,長(zhǎng)66;5,、粗,、精磨外圓至尺寸;6,、上數(shù)控車床,,夾外圓(注意保護(hù)),,車端面,,鉆底孔直徑5,(通孔),;7,、精車孔至尺寸要求;8,、車端部M10螺紋底孔,,直徑8.5,車螺紋M10深10±0.1,,孔口倒角,;9、調(diào)頭,,夾外圓,,車另一端面,保證總長(zhǎng)尺寸65±0.3,;10,、車另一端部M10螺紋底孔,直徑8.5,,車螺紋M10深10±0.1,,孔口倒角。11,、檢驗(yàn),。(個(gè)人觀點(diǎn),,供參考。)
相關(guān)推薦
便查問(wèn)答是一款實(shí)用的網(wǎng)絡(luò)熱門知識(shí)問(wèn)答平臺(tái),,專注于分享你不知道的知識(shí)、經(jīng)驗(yàn)及生活問(wèn)題,,在這里所有人都能找到答案歡迎網(wǎng)友參與討論,。