
產(chǎn)品生產(chǎn)工藝流程需要經(jīng)歷哪些
產(chǎn)品生產(chǎn)工藝流程需要經(jīng)歷哪些
每個(gè)產(chǎn)品從原材料到成品需要經(jīng)過(guò)多道工序速捷的產(chǎn)品圖紙01是通過(guò)怎樣的制造流程生產(chǎn)出來(lái)的呢,?專業(yè)人員把包括:實(shí)物轉(zhuǎn)換或客戶提供的圖紙信息,、實(shí)物或圖紙描述以及一些特殊要求等信息通過(guò)繪制成為生產(chǎn)用的詳細(xì)圖紙。這是第一步,,是生產(chǎn)的前提,也是極為重要的一步,。

下達(dá)生產(chǎn)指令02這一步主要是產(chǎn)品技術(shù)標(biāo)準(zhǔn)的制作與下發(fā),,做產(chǎn)品生產(chǎn)前的準(zhǔn)備工作,也是生產(chǎn)前的技術(shù)匯總與分散,,包括:生產(chǎn)計(jì)劃的安排(原材料,、配件、車間的生產(chǎn)計(jì)劃,、表面處理等),、制作采購(gòu)申請(qǐng)、BOM,、車間生產(chǎn)用的檢查表,、施工單、作業(yè)指導(dǎo)書以及ERP里的一系列必要工序等,。同時(shí)還需準(zhǔn)備模具,、工裝、檢具,。原材料,、配件的檢驗(yàn)按照客戶要求對(duì)生產(chǎn)原材料及配件進(jìn)行把關(guān)。以管材和板材為主的原材料檢測(cè)內(nèi)容由外到內(nèi)包括:外徑,、壁厚,、外觀、力學(xué)性能的抗拉,、屈服,、延伸率,化學(xué)成分(C,、P,、S、Mn等),,每一批原材料都必須記錄并保存爐批號(hào)和質(zhì)保書,,便于產(chǎn)品追溯。同時(shí)我們有自己的實(shí)驗(yàn)設(shè)備,,用于檢測(cè)其是否符合相對(duì)應(yīng)牌號(hào)性能,,對(duì)于一些特殊的檢測(cè)則會(huì)交由第三方進(jìn)行檢驗(yàn)并出具報(bào)告。
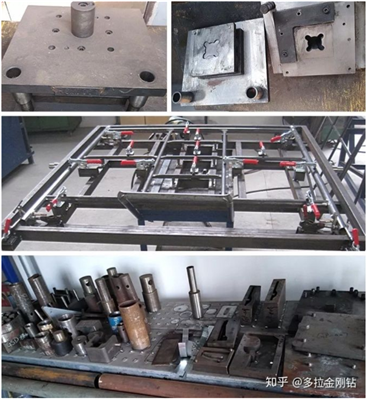
產(chǎn)品制造工藝流程03產(chǎn)品制造工藝流程分為:前道(沖切車間),、焊接車間,、后道(整理車間)。前 道 車 間也叫沖切車間,,所謂沖是指沖床作為生產(chǎn)設(shè)備,,有沖孔,、沖切落料,成型,,切角切邊,、刻字等;切是指切管機(jī)作為生產(chǎn)設(shè)備,,用于切各類產(chǎn)品管子,。在前道還有鉆床,彎管機(jī),,剪板機(jī),、折彎?rùn)C(jī)等設(shè)備。

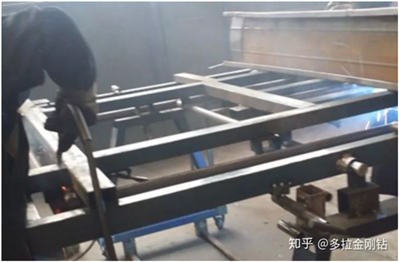
生產(chǎn)中需要的各種模具也出自沖切車間,,不同模具的開發(fā)價(jià)格及開發(fā)周期也不相同,。模具以一些板材的沖孔成型,管材的沖孔切角等沖壓模具為主,,我們常規(guī)使用63T上下的沖床,,一些厚板或者形狀復(fù)雜的也會(huì)使用大噸位的沖床。開發(fā)周期:一些簡(jiǎn)單的模具開發(fā)周期10天左右,,涉及到大型的或者結(jié)構(gòu)復(fù)雜的模具另算(30-60天都有可能),。焊 接 車 間焊接是產(chǎn)品最關(guān)鍵的環(huán)節(jié),也是最容易出問(wèn)題的環(huán)節(jié),,焊接的好壞直接影響到產(chǎn)品的尺寸及形狀,。我們嚴(yán)格遵守操作規(guī)范正確使用焊接工藝(Pwps PQR wps)及焊接工裝及夾具,,以保證產(chǎn)品焊接完成后可以符合圖紙要求,。
整 理 車 間經(jīng)過(guò)表面處理(主要是鍍鋅和噴粉)的產(chǎn)品,經(jīng)檢驗(yàn)合格后進(jìn)入整理車間,。在整理車間對(duì)產(chǎn)品進(jìn)行去毛刺,、補(bǔ)鋅;部分產(chǎn)品還需要裝配(如橫桿裝插銷,,鉚鉚釘,,立桿裝連接棒,斜桿裝扣件頭等),、貼標(biāo)簽,、裝鎖等。每一件產(chǎn)品都要經(jīng)過(guò)后道的處理打包方可出廠,。
